









| 石化产品 | | | 冶金产品 | | |


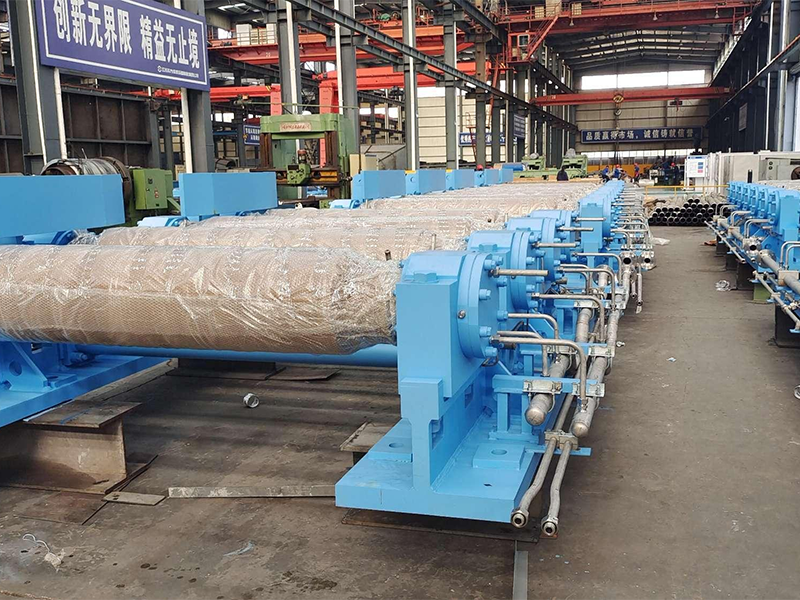
概述:在轧钢车间中,辊道是用来纵向运输轧件的。热轧时,一般都通过辊道将加热好的坯料送往轧钢机轧制或将轧钢机轧出的轧件送往剪切机等。在一些精整作业线上,轧件的纵向运输也往往由辊道进行。 辊道是实现车间机械化的一种重要运输设备, 广泛地用于各种作业线上。 辊道长度往往贯穿整个生产作业线,设备重量大,占车间设备总重量的20% ~ 30% ,有的车间甚至达到40%~ 60 %。而且,轧钢机前后的辊道运转情况还直接影响轧钢机产量。 因此,正确合理地设计和维护辊道,对于减轻车间设备重量和提高轧钢机产量具有重要意义。
分类:根据工作性质的不同,辊道主要分为两大类。
(1)运输辊道
运输辊道的主要作用是运输轧件。例如,图13-1 是某厂初轧车间的辊道布置简图。其中,受料辊道1 是用来接受运锭车送来的钢锭,并将其送往钢锭旋转台辊道2上。根据需要,钢锭在旋转台上旋转180° 后,通过辊道2和输入辊道3送往初轧机7轧制。由初轧机轧出的轧件,则通过轧机输出辊道11输往剪切机。上述辊道都是用来运送钢锭或轧件的,称为运输辊道。
(2)工作辊道
工作辊道直接布置在轧钢机工作机座前后。在图13-1中,布置在初轧机7前后的辊道4、5、6和8、9、10都是工作辊道。这些辊道,除了在轧制前将输入辊道送来的钢锭送往初轧机7以及在轧制后将轧件送往输出辊道11外,还直接参加轧件的轧制工作,即在轧制过程中,这些辊道还要运转,故称为工作辊道。其中,辊道6和8的辊子直接安装在初轧机机架上,称为机架辊;辊道5和9最靠近初轧机7,在轧制的每一道次中,它们都要运转,称为主要工作辊道;辊道4和10只有当轧件长度超过主要工作辊道5或9的长度时,才开始运转,称为辅助工作辊道,也称为延伸辊道。

辊道堆焊要点:
⑴辊道堆焊前,应采用机加工的方法去除辊道表面的金属疲劳层,并对加工后的表面进行无损探伤检查, 确保无裂纹。对于局部较深的凹坑, 可以采用人工局部补焊的工艺进行处理。
⑵在堆焊完成后,辊道可以根据需要进行整体热处理,使焊接热影响区的组织能够转变成为均匀的细晶,以改善焊接区域的性能。
⑶最终机加工完成后,应进行无损探伤检查,确保无裂纹。对于转速较高的辊子,还需要做动平衡试验。对于V型辊道修复后,应检查角度是否正确。
⑷由于堆焊过程中辊道的材料会产生热影响区,导致材料变脆,韧性降低。韧性降低后辊道容易断裂。 因此辊道不宜反复多次堆焊修复。根据经验,一般堆焊次数控制在4~5次以内。


